20+年行业经验精密机械加工厂家

咨询热线18955307048
20+年行业经验精密机械加工厂家
咨询热线18955307048
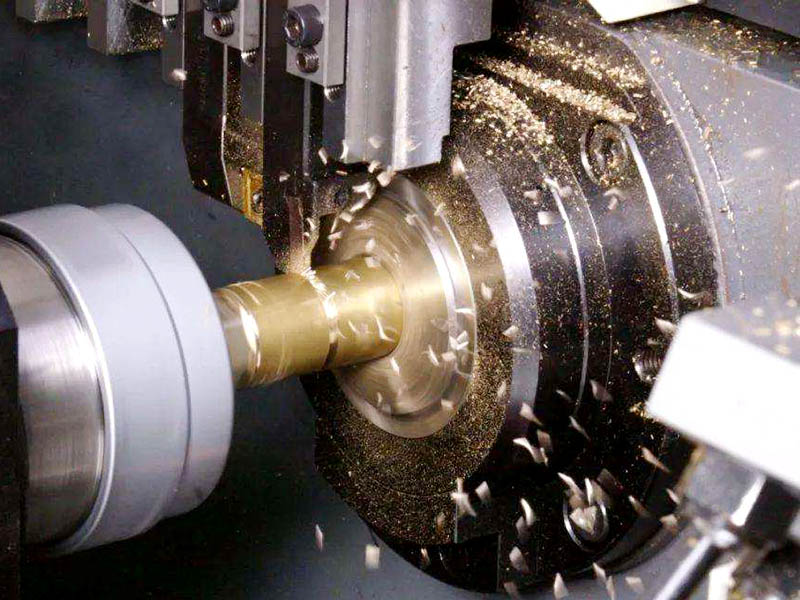
数控车床加工
2024-04-25发布者:超级管理员
精基准和粗基准是机械加工中定位基准的两种类型,它们在加工工艺中扮演着不同的角色。
首先,粗基准是在最初的加工工序中使用的,通常以未加工的毛坯面作为定位基准。它的主要目的是保证各个表面都有足够的加工余量,并确保加工表面与不加工表面之间有合适的相互位置。选择粗基准时,应遵循以下原则:
如果必须首先保证工件上加工表面与不加工表面之间的位置要求,则应以不加工表面为粗基准。
如果工件必须首先保证某重要表面的加工余量均匀,则应选择该表面为粗基准。
应选择毛坯上加工余量最小的表面为粗基准,以确保各加工表面都得到足够的加工余量。
粗基准的表面应尽可能平整和光洁,不能有飞边、毛刺等缺陷,以便定位准确、可靠。
粗基准应避免重复使用,因为其表面精度较低,不能保证工件在两次安装中保持同样的位置。
其次,精基准则是在后续工序中使用的,它采用已加工过的表面作为定位基准。精基准的选择直接影响着零件各表面的相互位置精度,因此在选择时需要考虑以下几点:
精基准的选择应保证工件的加工精度和装夹方便、可靠。
基准统一原则,即各工序所用的基准尽可能相同,以减少因变换基准而引起的装夹误差。
互为基准原则,当两个表面的相互位置精度及其自身的尺寸与形状精度都要求很高时,可采用这两个表面互为基准,进行反复多次加工。
自为基准原则,某些要求加工余量小而均匀的精加工工序,可选择加工表面自身作为定位基准。
综上所述,粗基准主要用于初步加工阶段,以确保后续加工的准确性和均匀性;而精基准则用于精加工阶段,以保证最终产品达到高精度的要求。在实际操作中,合理选择和使用这两种基准对于保证加工质量和效率至关重要
推荐新闻
热门TAG

24小时热线18955307048

电话18955307048

邮箱419426929@qq.com

地址
版权所有 © 繁昌县众兴机械有限公司 备案号:皖ICP备2024044356号-1
网站建设:山河网络
友情链接:









 当前位置:
当前位置: